
This is a pouring production line equipped with a horizontal molding machine that automatically transports and places sand molds, without the need for manual labor such as transporting sand molds. Compared to many casting enterprises choosing this casting

1. This casting production and pouring line mainly relies on laying guide rails on the ground, which are driven by servo motors and pushed by cylinders through PLC programs to transport the completed sand mold and bearing trolley to the set track, thus completing the automatic transmission of the sand mold and implementing pouring and other operations on the track;

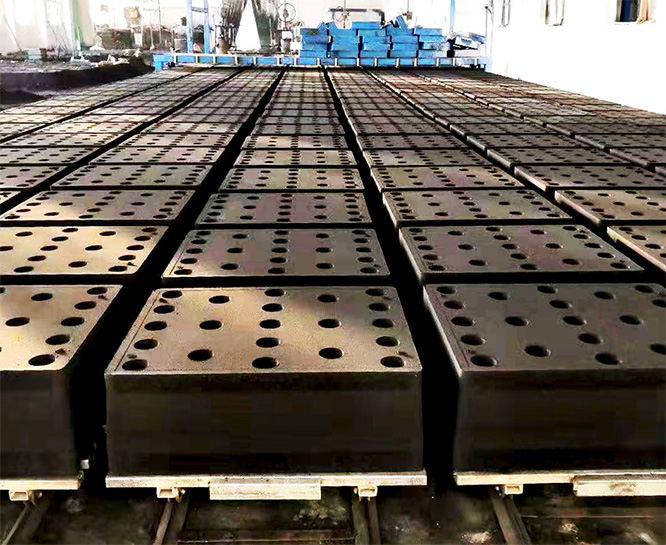
( Close to the front-end assembly and replacement channel of the molding machine, the assembly and replacement channel at the tail end, and the track of the trolley carrying the sand mold for recycling )
2. Servo transfer cars are designed and installed at both ends of the head and tail of the guide rail. When the poured sand mold enters the recycling track together with the bearing car, the sand mold and castings will be pushed into the vibration sand falling equipment by the pneumatic pushing cylinder, and the bearing car will be transmitted to the horizontal molding machine lifting device at the front end head one by one through the recycling track for further use;

3. There are two pouring methods for this pouring line, and the most commonly used solution is to install a walking crane on the pouring track, which is convenient for pouring workers to stand on the crane platform to pour the sand mold. Additionally, we have designed a fixed device on the crane that can quickly place heavy iron and box frames on the sand mold through worker operation; The second scenario is to adjust the program settings of the electric control group when the workshop space is sufficient, and reserve enough space for the track where the sand mold is placed to allow workers to directly pour and place the weight iron;

4. During the normal production process, the sand mold and bearing trolley that have completed the molding at the front end are transferred one by one to the tail under the push of the cylinder, and the sand mold and bearing trolley that have been poured and cooled at the tail end are also replaced one by one. Normally, after the pouring is completed, the sand mold will be placed on the track for cooling, and the operator will switch the electric control group program to transfer the sand mold to other tracks, replacing the sand mold and bearing trolley that have already been poured and cooled.
(If you have any questions about the pouring line, you can watch our video or contact us.)